




衬胶管道检查和修理预硫化丁基板具有导电性,不能用火花检测仪试漏。每衬完一块胶板都要仔细检查,检查的方法是用目测、木锤敲击进行检测。衬胶钢件观察是否有气泡、脱层、翘边、漏压等现象。对直径 >5mm的气泡要用针头放气,针孔要用环氧腻子抹死。于24h后打平。衬第二层放气后的针孔要加盖胶板。
热硫化衬胶管道制作工艺,热硫化衬胶钢管:管道内壁按一定的工艺要求贴衬耐磨耐腐蚀橡胶板,经过热硫化成型。衬胶钢管热硫化粘接方式通过硫化储罐高温、高压、一定的稳定控制,一方面通过外部条件使得橡胶达到硫化的目的,另一方面通过热硫化粘接剂将橡胶与粘接面达到强度粘接目的,可隔绝酸碱盐及酸性水与金属表面的接触,保护金属免受腐蚀和保证衬胶钢管管道的输送 。



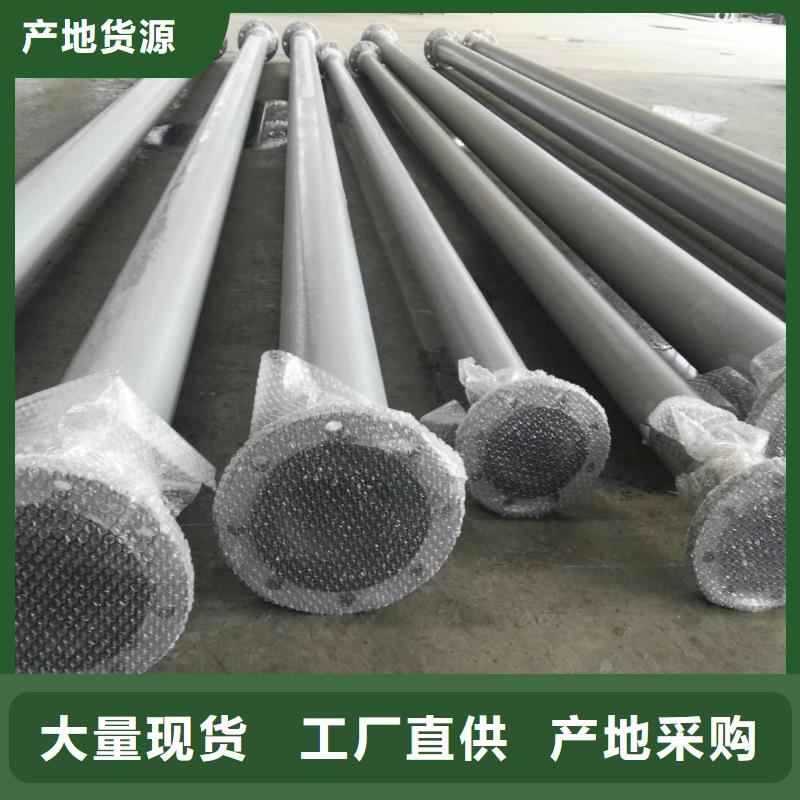
青海衬胶管道质量:
两年内质量三包!
中雄管业有限公司竭诚为您服务, 青海衬胶管道型号齐全,
售后服务:也可非标定做,欢迎致电!
每位新老用户企业的发展壮大始终是我们的理念,忠诚合作愉快。
质量是关键,欢迎实地考察、试用、订货。
我们的承诺:同等 青海衬胶管道质量,价格低,真诚的希望新老客户来公司光临指导,愉快合作!
我们真诚欢迎广大客户与我们联系,建立长期友好的合作关系,共谋。


衬胶管道橡胶粘接检验标准
1,金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2,喷砂处理:喷砂是采用吸入式喷砂法,制作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3,胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4,钢管与橡胶粘接后表面达到:
1平整 2光滑 3无气孔 4无凹陷 5无死角。

